
Необходимое оборудование в производстве керамзитобетонного блока

Если возникает необходимость построить собственный дом и прочие вспомогательные постройки своими руками, то причин тому может быть две: ограниченный бюджет на строительство или рачительность в сочетании с желанием сделать все самостоятельно.
В обоих случаях траты на покупку конструкционных материалов для возведения стен хочется максимально сократить, а достичь этого можно за счет организации собственного изготовления расходных материалов на основе керамзита или вспененного бетона.
Первый вариант является более бюджетным, а оборудование необходимое для производства керамзитобетонных блоков можно или купить по сходной цене, или сделать своими руками, при наличии надлежащих навыков и желания.
Производственный процесс
Технология производства керамзитобетонных блоков является наиболее простой и заключается в заполнении формовочных элементов, которые подвергаются вибрации, за счет чего происходит уплотнение смеси и достигается требуемая прочность конструкционных материалов. Изготовление блоков с различными наполнителями, в том числе керамзитобетонных, является комбинацией метода заливки смеси в опалубку и кирпичной кладки.
Простейший станок для производства бетонных изделий, который можно изготовить своими руками из металлопроката и стальных листов, представляет собой конструкцию из стола с формовочными элементами, образующими внутренние полости в блоках. На стол устанавливается съемная форма, состоящая из дна и металлической опалубки, ограничивающей периметр и определяющей форму и размер блока. После установки дна и формы она заполняется исходной керамзитобетонной смесью, которая должна быть уплотнена, для чего может быть использована пресс-крышка.
Описанная процедура изготовления блоков не позволяет получить изделия с высокой плотностью, которой можно достичь, только применяя специальное оборудование, включающее вибростол/вибратор, создающие мелкие вибрации формы, за счет чего удаляются воздушные полости и происходит трамбовка исходной смеси.
Оборудование и процедура
Технология производства конструктивных элементов на основе керамзита не предусматривает их обжига или иной термической обработки, поэтому для получения готовых изделий с достаточно высокой прочностью потребуется следующее оборудование:
- бетономешалка — для получения смеси равномерной консистенции;
- станок с вибростолом — для удаления воздушных пустот и максимального уплотнения смеси;
- форма из металла или полимерного материала, определяющая размер и геометрию готовых изделий;
- дополнительные вспомогательные приспособления при необходимости:
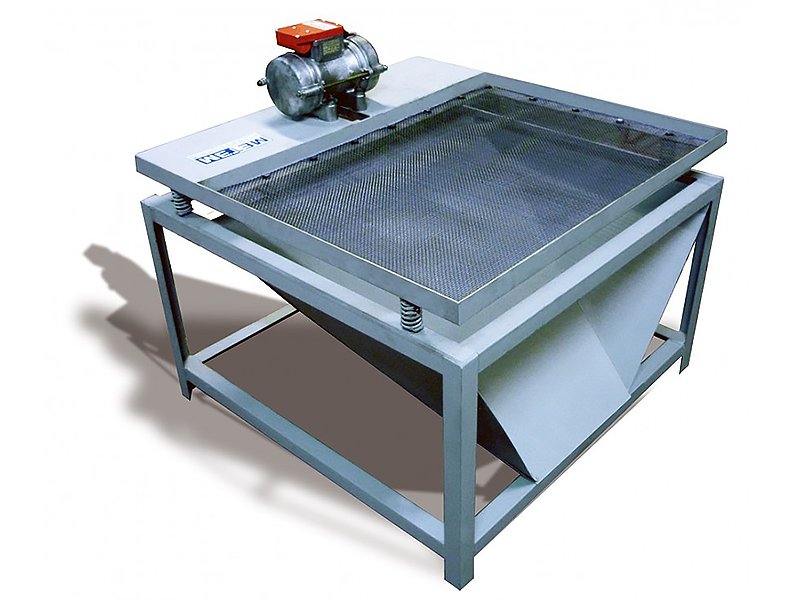
- вибрационное сито для просеивания песка или керамзита;
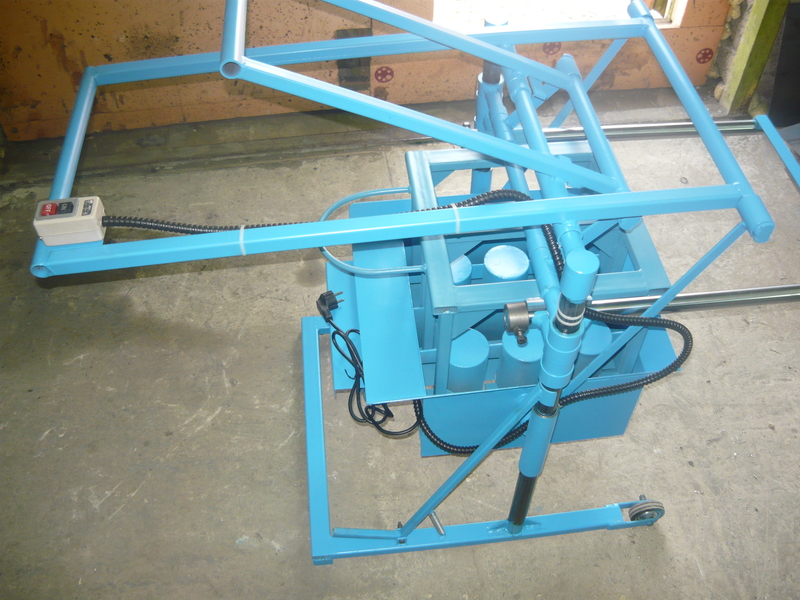
- гидравлическая тележка с вилами, для удобного перемещения готовой продукции.
-

- Вибростанок для изготовления блоков

-

- Электрический бетоносмемитель

-

- Вибростол

-

- Форма для блока на виблостол

-

- Вибрационное сито для просеивания песка, щебня или керамзита
-

- Гидравлическая тележка с вилами

Самый простой станок, с производительностью 20 блоков в час, можно приобрести за 2,5–3,0 тыс. р. и произвести за два месяца количество материалов достаточное для возведения одноэтажного дома в 100 кв. м.
Планируя производство керамзитобетонных конструкционных блоков своими руками, следует иметь в виду, что высыхание блоков происходит естественным образом, а значит:
- потребуется сухое, вентилируемое помещение с крышей для складирования;
- штабелирование изделий может производиться в несколько рядов в высоту, но для этого потребуется вилочный погрузчик или таль.
Процедура производства блоков из керамзитобетона своими руками предусматривает 2–3 повторяющихся этапа заполнения, при которых:
- форма заполняется раствором сверх бортов формовочного короба;
- закрывается крышка-пресс или его аналог;
- включается вибрационное оборудование и происходит уплотнение массы.
Процедура повторяется необходимое число раз для получения плотного изделия требуемого размера.
После уплотнения форма снимается со стола, переворачивается, удаляется дно, а готовое изделие выгружается на подготовленный поддон или прокладочные бруски, обеспечивающие зазор между слоями блоков в штабеле и гарантирующие равномерное высыхание и затвердевание заготовок.
Разновидности станков
В зависимости от исполнения станочное оборудование для производства блоков из керамзитобетона подразделяется на:
- Ручное — в котором все операции выполняются вручную, а уплотнение смеси осуществляется за счет вибратора закрепленного на корпусе. Стоимость от 2,5–3 тыс. р.
- Передвижные линии — представляющие собой станки для одновременной заливки нескольких блоков, последующих их опускания на опорную поверхность и перемещения далее по зоне складирования. Стоимость от 30 тыс. р.
- Вибростол, на который производится установка форм в количестве до 6 штук за один заход. Стоимость от 60–80 тыс. р.
- Вибропресс, представляющий собой поточную линию для массового производства с автоматизированной загрузкой, обработкой в пресс-формах и перемещением к месту складирования при помощи конвейера. Стоимость в диапазоне 250–350 тыс. р.
-

- Стационарный станок для изготовления одного блока

-

- Переставной станок для изготовления одного блока

-

- Переставной станок на два блока
-

- Переставной станок на четыре блока

-

- Промышленный станок на блока с гидравлическим прессом

Станок своими руками
Оборудования необходимое для производства формуемых конструктивных элементов из разнообразных бетонных растворов, можно изготовить своими руками из подручных материалов, имея под рукой:
- Металлический лист толщиной от 3 мм и более, для изготовления пресс-крышки, форм и поверхности вибростола.
- Уголок или профилированную трубу, для изготовления каркаса и вспомогательных элементов, которые включает в себя станок.
- Электродвигатель мощностью от 0,6 кВт.
- Набор вспомогательного оборудования для преобразования вращения ротора двигателя в вибрацию рамы станка, включающий в себя эксцентрик, набор шкивов — для ременной или звездочек — для цепной передачи.
Для лучшей вибрации, эксцентриситет шкива, насаженного на вал двигателя должен быть небольшим, а частота вращения высокой. При подобном сочетании параметров рама будет мелко и часто вибрировать, обеспечивая лучшее уплотнение раствора в форме. Двигатель крепится к опорной раме и имеет связь с вибростолом только посредством гибкой связи в виде ременной или цепной передачи.
Чтобы блоки получались ровными и имели прямые углы, сварка листов в формы должна производиться снаружи. Для легкого высвобождения блока из формы делать это нужно сразу после изготовления, а поверхность следует протирать и смачивать перед каждой новой операцией.
Рентабельность производства
В зависимости от наличия складских площадей и потенциального спроса на строительные материалы, объем производства может достигать нескольких десятков тысяч блоков ежемесячно, а для этого потребуется автоматизированная линия стоимость в 250–350 тыс. р. Вне зависимости от производительности оборудования, при ритмичном производстве и полной реализации продукции, окупаемость инвестиций в производство керамзитобетонных блоков составляет 6–9 месяцев.
Масса сырого блока составляет примерно 11 кг, уменьшаясь после высыхания до 9,5 кг, а значит процесс изготовления подобных изделий является трудоемким и требует значительных физических усилий. Следовательно, для производства бетонных блоков с наполнением из керамзита и других изделий, уплотняемых методом вибрации, потребуется штат физически крепких мужчин и средства малой механизации для выполнения погрузо-разгрузочных операций.




